
進步零點幾微米!他們研制出超精密加工全新利器
超精密機床基礎部件與應用技術的突破,能為制造業的生存和發展提供強大技術支撐。然而此前我國的超精密機床及關鍵基礎部件主要依賴進口。 軸類零件外圓圓度加工方面,國內外基本是靠超精密的外圓磨床實現。以磨削直徑100毫米、長300毫米的軸芯為例,我國的外圓磨床大概能夠磨到1至2微米的水平,而國外可達到0.3至0.5微米的水平。
 為破解機床和關鍵部件“卡脖子”技術難題,國防科技大學教授戴一帆科研團隊歷時5年,提出軸類零件外圓圓度確定性修形加工工藝技術,使軸芯加工圓度精度提升到0.1微米,并成功研制出超精密空氣靜壓主軸,近日經中國計量科學研究院測試,該靜壓主軸相關參數達到國際先進水平,這將使我國超精密加工精度有效提升。
像鐵鍬整地那樣研磨超精密零件
我國超精密機床及關鍵基礎部件此前主要依賴進口,最大的技術難題在于缺少加工核心零件的“工作母機”。所謂“工作母機”,就是制造機器和機械的機器,又稱工具機,包括車床、磨床、刨床、鉆床等,是制器之器、工業自強之基。
一般的機械加工是將機床精度“復印”到零件的過程,也就是說,沒有精度高的機床就加工不出精度高的零件。沒有精度高的零件,也就組裝不出精度高的部件和機床。沒有制造高精度零件的工作母機,就限制了整個超精密機床行業的發展。
戴一帆科研團隊長期從事現代光學制造技術研發,他們發現光學零件的最終制造精度遠超出所使用的加工設備精度,而光學制造的基本原理是逐步將誤差高點去除的一種精度進化加工原理,團隊嘗試將這種“精度進化”原理的加工方法用于機械零件高精度加工,最終通過加工原理的創新提出軸類零件外圓圓度確定性修形工藝技術,突破高精度“工作母機”的限制。
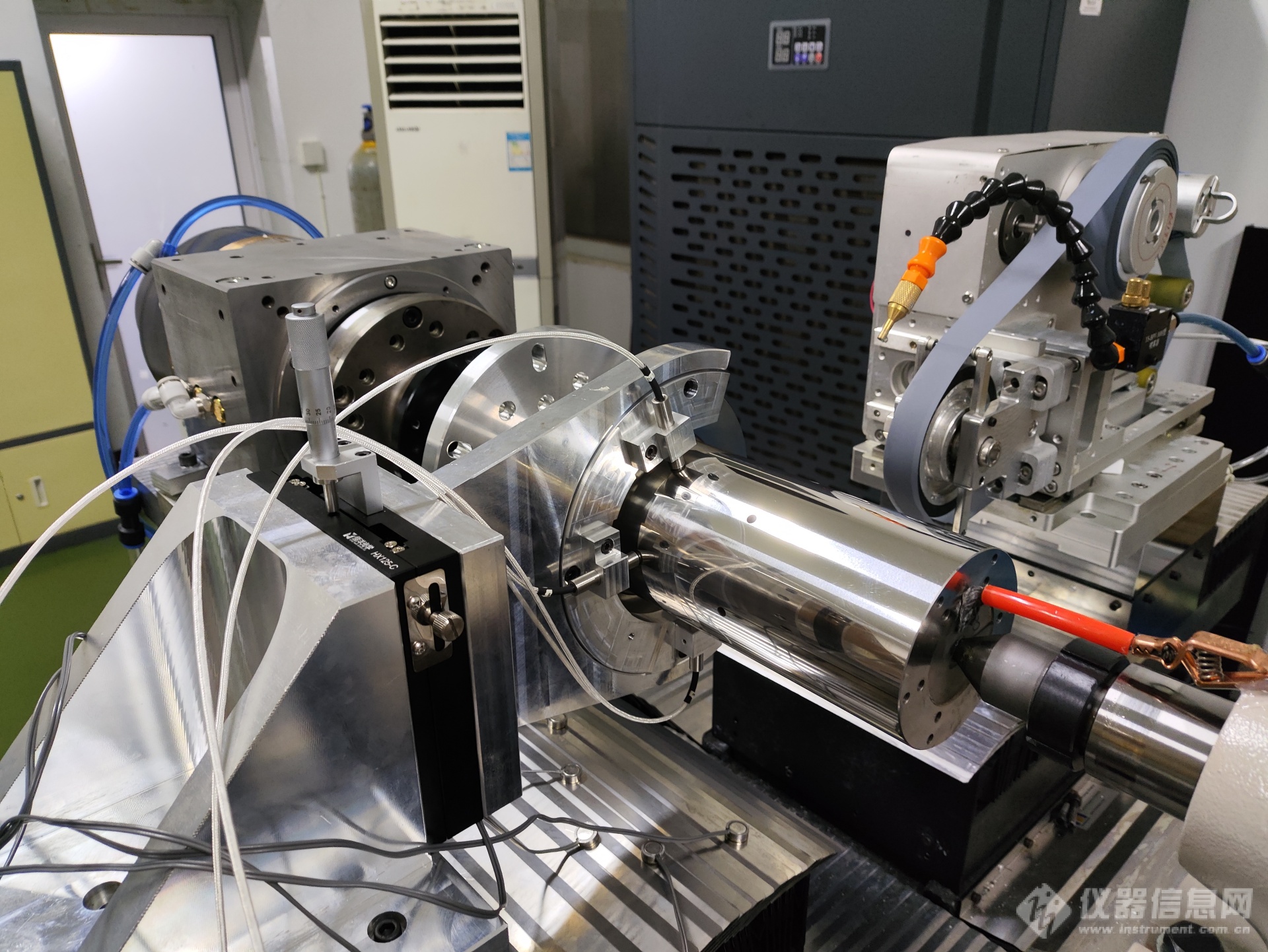
芯軸多傳感器在位測量。國防科技大學 供圖
確定性修形工藝是如何工作的?“好比使用鐵鍬平整一塊地,就是將看上去凹凸不平的地方鏟去適量的土,如此反復直到獲得非常平整的地。”戴一帆說,這個過程依靠的是成套數字化設備,比如采用了高精度圓度儀獲取圓柱形貌;發明了專用的控時磨削機床實現材料去除量的數字化精確可控;采用專用計算機程序計算獲得磨削工具需要在特定空間位置停留的精確時間。
機械取代有經驗的工人師傅
借助新工藝,戴一帆科研團隊突破了基于精度進化原理的控時磨削加工技術,形成了圓柱類零件在位加工檢測一體工藝方法,成功研制出超精密空氣靜壓主軸。
中國計量科學研究院測試結果顯示,該空氣靜壓主軸徑向跳動小于15納米、端面跳動小于15納米。這個跳幅相當于頭發絲直徑的六千分之一。如果是地球這么大一根主軸的話,回轉運動造成的振幅不會超過1米。
測試結果還顯示,空氣靜壓主軸徑向靜剛度大于200N/μm、軸向靜剛度大于200N/μm。通俗地說,就是主軸可以在20公斤的重力載荷下紋絲不動,變形量不會超過1微米,即頭發絲直徑的百分之一。
對比代表美國超精密領域最高水平Precitech公司的產品手冊,上述技術指標與其相當甚至更高。
當前,國內外可將軸類零件外圓圓度加工研磨到零點幾微米的水平,如果再要提升只能靠手工研磨修整。“我們的新技術可以擺脫對極其有經驗人工師傅的依賴,能很容易地按照現代工業化的模式組織生產,促進超精密基礎部件的大批量、高效率生產和應用。”戴一帆表示,超精密機床基礎部件與應用技術的突破,將為制造業的生存和發展提供強大技術支撐,完善高端機床產業鏈配套,大幅增強高性能功能部件競爭力,促進高端精密與超精密機床方面實現國產化。
他補充說,這些突破還將有效解決探測制導關鍵零部件超精密加工面臨的超精密裝備和核心工藝難題,進一步助力國防領域高端核心零件超精密加工批量化生產,實現科研成果向生產力和戰斗力的快速轉化。
系列成果獲得了湖南省十大技術攻關等項目的支持。相關成果先后發表于Materials、Micromachines等期刊上,戴一帆為通訊作者。
為支撐超精密加工,促進精密測量技術發展和應用,助力制造業高質量發展,儀器信息網聯合哈爾濱工業大學精密儀器工程研究院,將于2023年12月14-15日舉辦第二屆精密測量技術與先進制造網絡會議,邀請業內資深專家及儀器企業技術專家分享主題報告,就制造中的精密測量技術等進行深入的交流探討。
為破解機床和關鍵部件“卡脖子”技術難題,國防科技大學教授戴一帆科研團隊歷時5年,提出軸類零件外圓圓度確定性修形加工工藝技術,使軸芯加工圓度精度提升到0.1微米,并成功研制出超精密空氣靜壓主軸,近日經中國計量科學研究院測試,該靜壓主軸相關參數達到國際先進水平,這將使我國超精密加工精度有效提升。
像鐵鍬整地那樣研磨超精密零件
我國超精密機床及關鍵基礎部件此前主要依賴進口,最大的技術難題在于缺少加工核心零件的“工作母機”。所謂“工作母機”,就是制造機器和機械的機器,又稱工具機,包括車床、磨床、刨床、鉆床等,是制器之器、工業自強之基。
一般的機械加工是將機床精度“復印”到零件的過程,也就是說,沒有精度高的機床就加工不出精度高的零件。沒有精度高的零件,也就組裝不出精度高的部件和機床。沒有制造高精度零件的工作母機,就限制了整個超精密機床行業的發展。
戴一帆科研團隊長期從事現代光學制造技術研發,他們發現光學零件的最終制造精度遠超出所使用的加工設備精度,而光學制造的基本原理是逐步將誤差高點去除的一種精度進化加工原理,團隊嘗試將這種“精度進化”原理的加工方法用于機械零件高精度加工,最終通過加工原理的創新提出軸類零件外圓圓度確定性修形工藝技術,突破高精度“工作母機”的限制。
芯軸多傳感器在位測量。國防科技大學 供圖
確定性修形工藝是如何工作的?“好比使用鐵鍬平整一塊地,就是將看上去凹凸不平的地方鏟去適量的土,如此反復直到獲得非常平整的地。”戴一帆說,這個過程依靠的是成套數字化設備,比如采用了高精度圓度儀獲取圓柱形貌;發明了專用的控時磨削機床實現材料去除量的數字化精確可控;采用專用計算機程序計算獲得磨削工具需要在特定空間位置停留的精確時間。
機械取代有經驗的工人師傅
借助新工藝,戴一帆科研團隊突破了基于精度進化原理的控時磨削加工技術,形成了圓柱類零件在位加工檢測一體工藝方法,成功研制出超精密空氣靜壓主軸。
中國計量科學研究院測試結果顯示,該空氣靜壓主軸徑向跳動小于15納米、端面跳動小于15納米。這個跳幅相當于頭發絲直徑的六千分之一。如果是地球這么大一根主軸的話,回轉運動造成的振幅不會超過1米。
測試結果還顯示,空氣靜壓主軸徑向靜剛度大于200N/μm、軸向靜剛度大于200N/μm。通俗地說,就是主軸可以在20公斤的重力載荷下紋絲不動,變形量不會超過1微米,即頭發絲直徑的百分之一。
對比代表美國超精密領域最高水平Precitech公司的產品手冊,上述技術指標與其相當甚至更高。
當前,國內外可將軸類零件外圓圓度加工研磨到零點幾微米的水平,如果再要提升只能靠手工研磨修整。“我們的新技術可以擺脫對極其有經驗人工師傅的依賴,能很容易地按照現代工業化的模式組織生產,促進超精密基礎部件的大批量、高效率生產和應用。”戴一帆表示,超精密機床基礎部件與應用技術的突破,將為制造業的生存和發展提供強大技術支撐,完善高端機床產業鏈配套,大幅增強高性能功能部件競爭力,促進高端精密與超精密機床方面實現國產化。
他補充說,這些突破還將有效解決探測制導關鍵零部件超精密加工面臨的超精密裝備和核心工藝難題,進一步助力國防領域高端核心零件超精密加工批量化生產,實現科研成果向生產力和戰斗力的快速轉化。
系列成果獲得了湖南省十大技術攻關等項目的支持。相關成果先后發表于Materials、Micromachines等期刊上,戴一帆為通訊作者。
為支撐超精密加工,促進精密測量技術發展和應用,助力制造業高質量發展,儀器信息網聯合哈爾濱工業大學精密儀器工程研究院,將于2023年12月14-15日舉辦第二屆精密測量技術與先進制造網絡會議,邀請業內資深專家及儀器企業技術專家分享主題報告,就制造中的精密測量技術等進行深入的交流探討。
